The challenges of optical surface metrology
In many applications of optical metrology, mainly in the macroscopic range, the optical system design is simple. Take an optical imaging system, digital image sensors and extensive software for data acquisition, calibration and evaluation and the measuring system is ready. In the macroscopic range, deficiencies of the optical system can usually be more or less "calibrated away" by means of the software. This leads to a multitude of suppliers for a given macroscopic application area, which are difficult to differentiate for the customer.
In microscopic optical surface metrology, however, things are fundamentally different. In order to realize a microscopic 3D precision measuring device, aspects of the interaction of light and surface with regard to local surface slopes, texturing (roughness) and reflection properties must already be taken into account accordingly in the optical system design. Only then can not only a high resolution but also a high accuracy be achieved with an appropriately designed microscopic surface measurement system.
Only in this way microscopic optical surface measuring systems become comparable to tactile measuring systems !
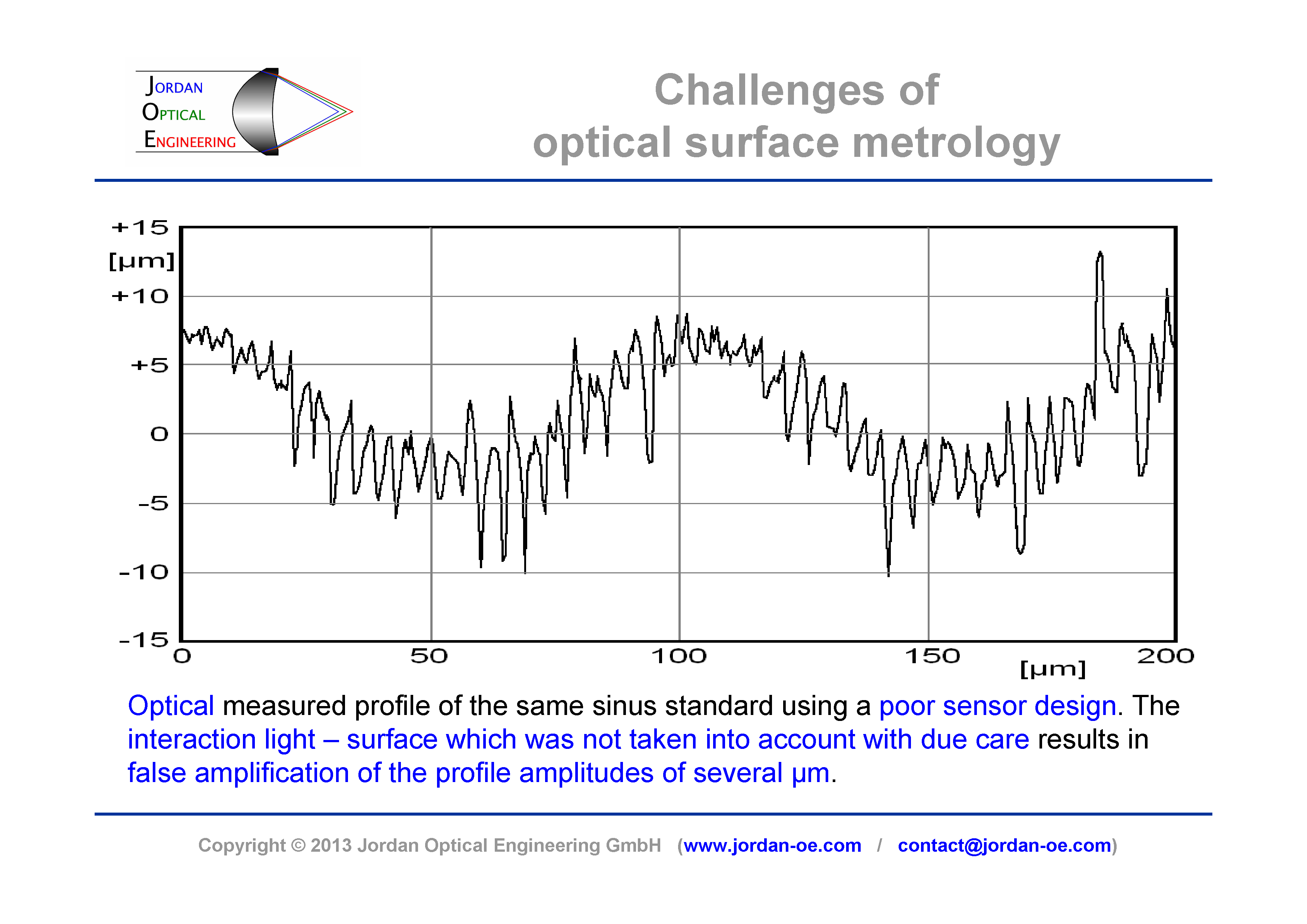
If these aspects are not already taken into account in the approach, i.e. in the optical system design, then this leads in the case of microscopic optical surface metrology to an irretrievable primary loss of information, which results in incorrect measurements that cannot be calibrated.
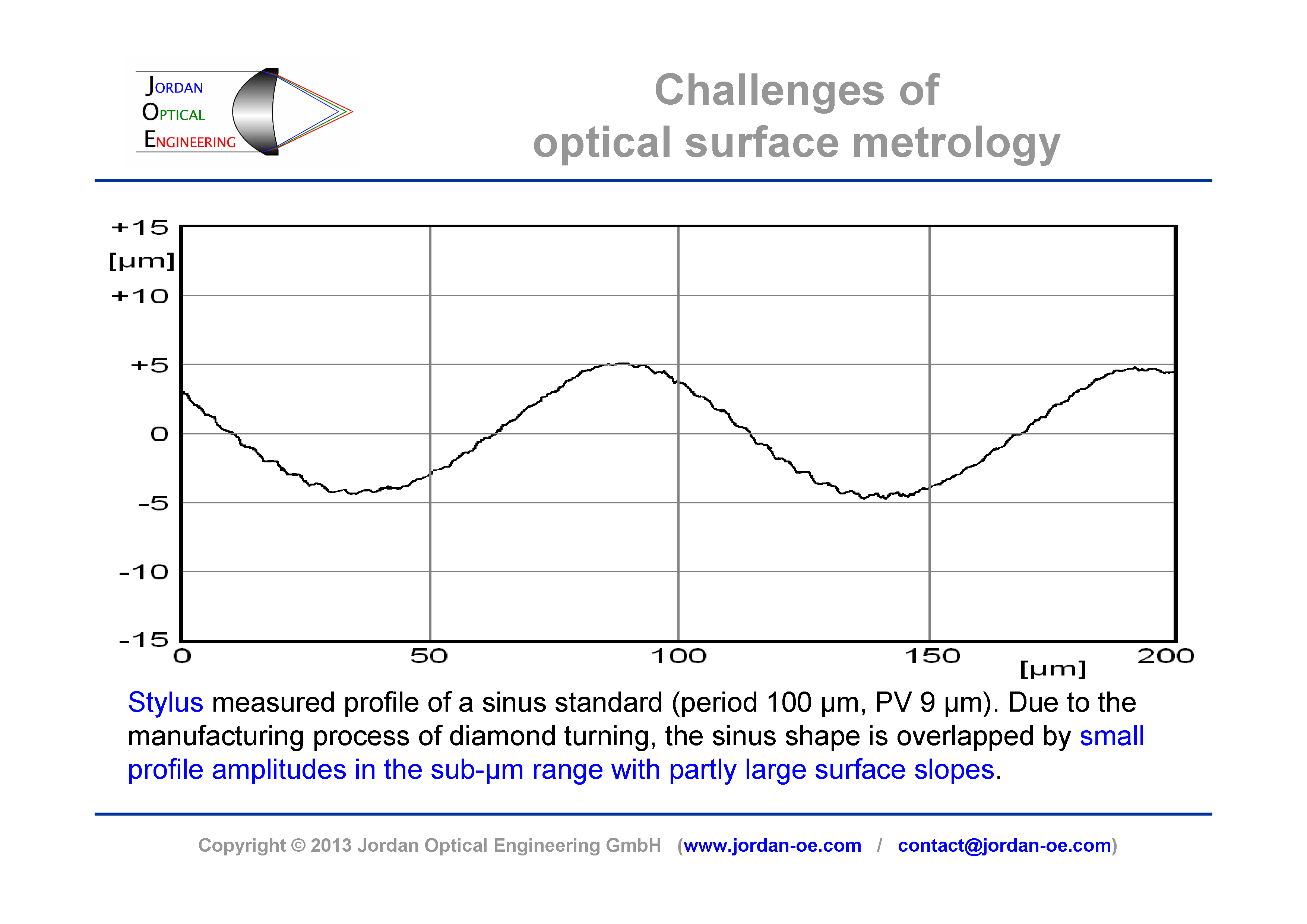
The two pictures on the right show an example of how this can work in practice. At the top, a tactile measurement to be taken as a reference is shown on a simple calibration standard. Below is the corresponding example of a poorly designed optical sensor. Here, the poor system design led to erroneous buildup of the fine profile amplitudes because of the primary information loss that could not be calibrated.